-


-


WeChat
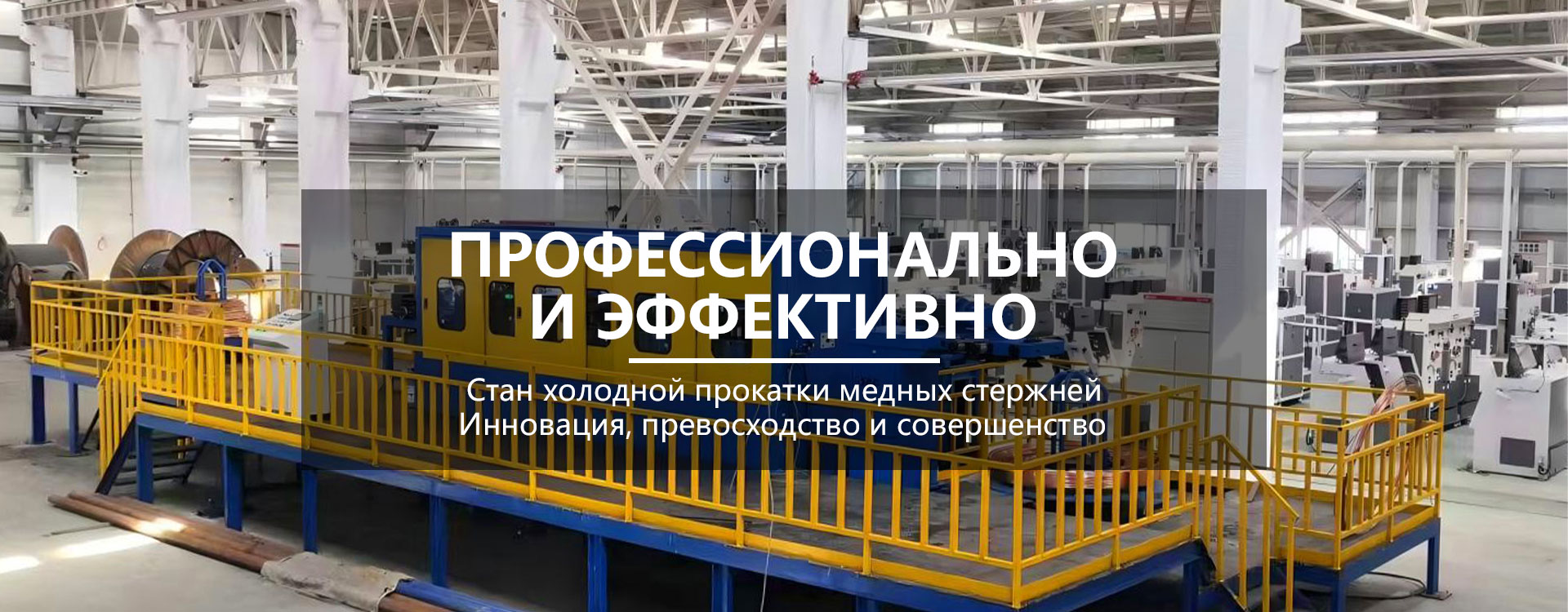
Продукция















Литьевая машина для медной прутки
No.Вещь:параметр 1
Модель:TPSYJ250*10*6-I32
Годовая мощность:3000mt3
Суммарная мощность:250KW4
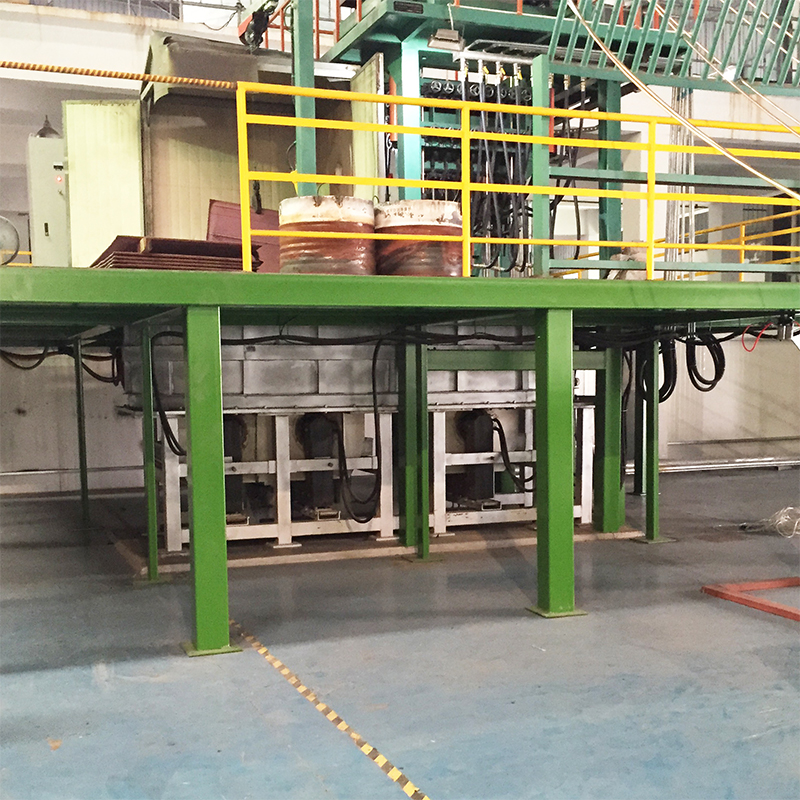
Структу рапечи:трехкорпусная печь
(2)плавильные печи,1 выдержка…
Описание
маркер
Основной технологический параметр 1000 ~ 2000 непрерывной литейной машины
| No. | Название | Параметры |
| Вещь | Параметр | |
| 1 | Модель | TPSYJ250*10*6-I3 |
| 2 | Годовая мощность | 3000mt |
| 3 | Суммарная мощность | 250KW |
| 4 | Структура печи | Трехкорпусная печь (плавильная печь, 1 раздаточная печь) |
| 5 | Литейные пряди | 6 и другие |
| 6 | Размер медной полосы | 250*10mm(толщина: 8~15 мм) |
| 7 | Скорость литья | 0-150mm/min |
| 8 | Годовое рабочее время | 7920h |
| 9 | Точность отслеживания жидкости | ±2mm |
| 10 | Стандартная катушка | 600 кг/рулон |
| 11 | Скорость плавления меди | 380kg/h |
| 12 | Потребление энергии плавлением меди | <350kwh/ton |
| 13 | Форма приема | Намотка |
| 14 | Способ подачи | целая часть электролитического медного катода, питаемая электрической лебедкой |
| 15 | Управляемый метод | Медная полоса 3pc на одном корпусе сервомотора 4.4 кВт |
| 16 | Метод зажима стержня | Ручное зажимное устройство |
Технический процесс
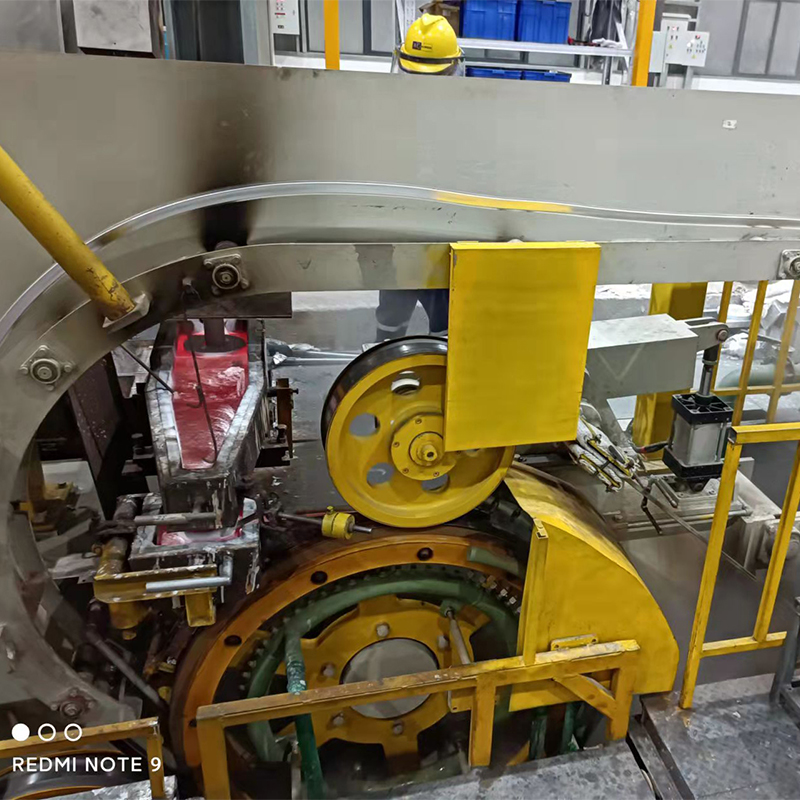
Поместите медный катод в печь с помощью подъемной системы для запекания → отрегулируйте скорость подачи в соответствии со скоростью литья. Подать медный катод в плавильную печь для плавления (уголь должен быть использован для предотвращения окисления) → медная жидкость течет в переходную часть (уголь все еще необходим для предотвращения окисления) → медная жидкость течет в печь удержания → медная жидкость течет в кристаллизатор для получения медных стержней → медные стержни входят в тяговое устройство для движения вверх → проходят через выходную раму → медные стержни проходят через распределительную раму (для разделения каждого стержня) → медные стержни проходят через натяжную раму (для контроля скорости взятия скорость подъема) → медные стержни проходят через машину подъема, для намотки → Следующий процесс

Чертеж макета для справки

Упаковка



связаться с нами
Сопутствующие популярные продукты

Станок для прокатки алюминиевого сплава
Станок для прокатки алюминиевого сплава Устройство используется для сплава холодного проката, так...

CCR
Медь, алюминий непрерывного литья и прокатки Устройство применяется для производства 8 мм медного...

Литьевая машина для медной ленты
No.Вещь:параметр 1 Модель:TPSYJ250*10*6-I32 Годовая мощность:3000mt3 Суммарная мощность:250KW4 Структу рапечи:трехкорпусная печь (2)плавильные печи,1 выдержка…

Аксессуары станки для прокатки
Аксессуар: валки, прокатные валы Прокатный стан на металле для производства непрерывной пластичес...

Станок для прокатки
Станок для прокатки алюминиевого сплава Устройство используется для сплава холодного проката, так...

Станок холодной прокатки металла
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

Верхняя литейная машина для меди 2
Основные параметры верхняя литейная машина для медного стержня No. Название Данные 1 Модель ...

Аксессуары станки для непрерывного литья
Аксессуар: Поплавки, изоляционные кирпичи, рулоны, водяные рубашки, каменные мембраны, листы сили...

Станок холодной прокатки металла
Станок для прокатки алюминиевого сплава Устройство используется для сплава холодного проката, так...

Машина непрерывного литья и прокатки меди
ТЕХНИЧЕСКОЕ ОПИСАНИЕ ЛИНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНОЙ КАТАНКИ 1.Применение и...

Подъемная машина с индукционной линией частоты
3000mt ~ 8000mt подъемная машина с индукционной линией частоты Линия повышения уровня используетс...

3000T Литьевая машина для медной ленты
No.Вещь:параметр 1 Модель:TPSYJ250*10*6-I32 Годовая мощность:3000mt3 Суммарная мощность:250KW4 Структу рапечи:трехкорпусная печь (2 плавильные печи,1 выдержка…

Станок для холодной прокатки меди
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

Верхняя литейная машина для медного стержня 15000T
Основные параметры верхняя литейная машина для медного стержня No. Название Данные 1 Модель ...

Верхняя литейная машина для медной прутки
Основные параметры верхняя литейная машина для медного стержня No. Название Данные 1 Модель ...

Машина для литья металла
3000mt ~ 8000mt подъемная машина с индукционной линией частоты Линия повышения уровня используетс...