-


-


WeChat
Продукция





















Станок непрерывного литья и прокатки алюминия
Ш1600/9,5(12,15) — 255/15(13,11) Линия непрерывного литья и прокатки алюминиевых стержней 1.Обслуживание и производительность Линия непрерывного литья и прокатки алюминиевых стержней может производить три вида проводящих алюминиевых стержней φ15,φ12,φ9,5 мм, φ15 алюминиевый стержень пр...
Описание
маркер
Ш1600/9,5(12,15) --- 255/15(13,11)
Линия непрерывного литья и прокатки алюминиевых стержней
1.Обслуживание и производительность
Линия непрерывного литья и прокатки алюминиевых стержней может производить три вида проводящих алюминиевых стержней φ15,φ12,φ9,5 мм, φ15 алюминиевый стержень производится на 11 прокатных стендах, φ12 алюминиевый стержень производится на 13 прокатных стендах и φ9,5 мм алюминиевый стержень производится на 15 прокатных стендах.
2.Технологический процесс
(1).Алюминиевые слитки и лом алюминиевой проволоки → шахтная плавильная печь 5 т/ч и печь 8T с двумя камерами→ 4-х колесная машина непрерывного литья заготовок → гидравлические ножницы для масла (или передняя тяга и автоматические ножницы)→ непрерывный прокатный стан → безбаттерная ведущая труба → моталка с двойной корзиной или герметичная моталка.
(2).После процесса плавления и смешивания, расплав будет соответствовать требованиям технологии литья, затем расплав будет введен в четырехколесную машину непрерывного литья через прачечные и кристаллизуется в алюминиевые слитки с площадью сечения отливки 2,340 мм² через горизонтальную заливку, алюминиевые отходы слитки будут отрезаны маслом гидравлические ножницы, оператор положить лоб слитки в непрерывный прокатный стан.Токопроводящие алюминиевые стержни будут отправлены в моталку с двойной корзиной или моталку герметичности через эмульсионный масляный мешок и ведущую трубу.
3.Основные технические параметры
(1).Диаметр (готовой продукции проводящего алюминиевого стержня): φ9.5 φ12 и φ15 мм (по желанию клиента)
(2).Производительность: 2,6-4,2 т/ч
(3).Вес катушки: ~2t
(4).Общий вес основного оборудования:~ 65t
(5).Общая мощность основного оборудования:~350 кВт (без учета печи)
(6).Скорость прокатки в готовом виде: ≤6,2 м/с
(7).Габаритные размеры: около 32,1×7,2×4,2 м (Д × Ш × В).
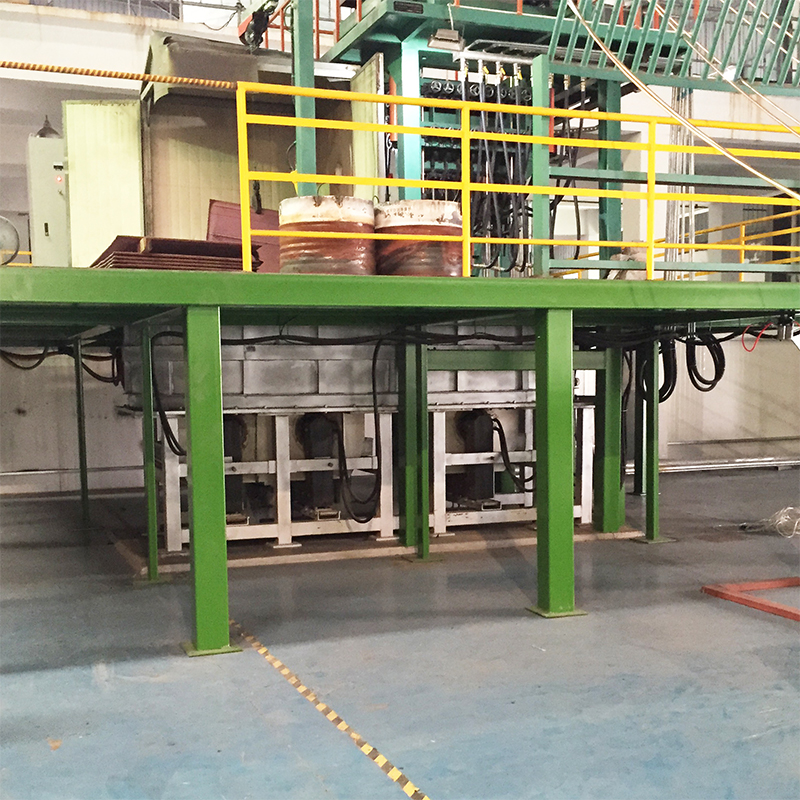
4.Вариант печи и конфигурация
Шахтная плавильная печь 5 т/ч и печь выдержки 8 т (с двумя камерами)
Основные экономические и технологические показатели
(1).Скорость плавления: номинальная 5 т/ч. максимальная: 6 т/ч.
(2).Потребление энергии: общее потребление энергии для плавления и поддержания температуры≤68×104Kcal/t-AL.
(3).Потерянный алюминий: 100% чистый алюминиевый слиток потерян≤0.8%.
(4).Мощность печи: номинальная: 8 тонн, максимальная: 9 тонн.
(5).Год капитального ремонта печи: плавильная печь≥30000t, воздухоподогреватель≥4 года, печь удержания≥4 года.
(6).Мощность главного двигателя: плавильная печь 15кВт, циркулирующая печь: 5.5кВт/комплект.Загрузочное устройство: 7.5kw.
(7).Загрузочная горловина плавильной печи: φ1200, дверца печи: 600x380, дверца удерживающей печи: 600×380.
(8).Грузоподъемность: 1,25 т/час, используйте вилочный подъемник, в который помещается алюминиевый слиток.
5.Внедрение линии непрерывного литья и прокатки
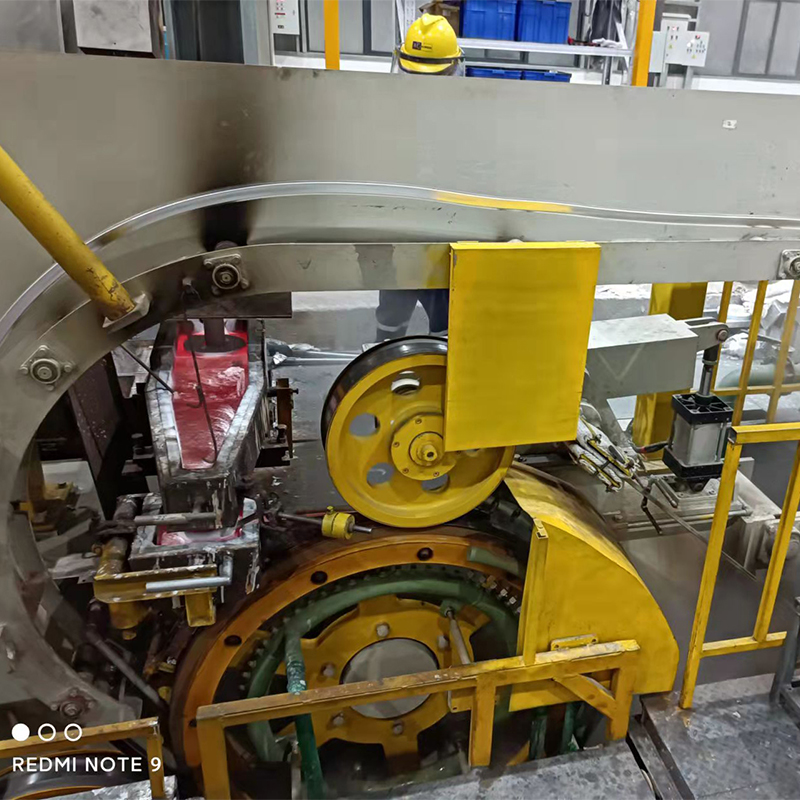
(1).Четырехколесная машина непрерывного литья заготовок (с 2шт разливочными ковшами) 1 комплект.
Она использует четырехколесную машину непрерывного литья, которая является самой передовой машиной непрерывного литья в стране и за рубежом в настоящее время.
Преимущества:
[1].Технология обеспечивает расположение алюминиевых слитков на центральной линии прокатки, аесли угол между алюминиевым слитком и центральной линией прокатки составляет 22°, слиток будет перекручен, что плохо скажется на качестве прокатки.
[2].Он может уменьшить один оператор рыболовного контроля потока и упростить процесс работы литья.Автоматическое управление потоком, гарантирует, что литье потока алюминиевого расплава является стабильным.Контроль потока зависит от навыков операторов, поэтому качество контроля не является стабильным.
[3].Горизонтальная система заливки может сделать заливку расплава стабильной и без пузырьков, поэтому шлак и стома будут значительно уменьшены и улучшат качество слитков.
[4].Демонтаж литейного колеса очень удобен; стальные ленты также можно регулировать во время работы.
[5].Производство доступно для пользователей высокого класса, таких как предприятия, которые производят CCA провод, алюминиевый эмалированный провод, экструзионную конденсаторную трубу и алюминиевый плоский провод, расширяют диапазон использования производства и экономическую эффективность.
Диаметр кристаллизационного колеса: φ1,600 мм.
Скорость вращения кристаллизационного круга:  1,66-3,3 об/мин.
Площадь сечения кристаллизационного круга: 2 340 мм².
Скорость выпуска заготовок:  7,8-15,6 м/мин.
Двигатель:4кВт n=1,500r/min.
Давление охлаждающей воды: 0.35-0.5MPa.
Количество охлаждающей воды: 100 т/ч (внутренняя 60 т/ч, внешняя 40 т/ч).
(2).Одногусеничный нож для резки нефти (стандартная конфигурация)1 комплект
[1].Макс. усилие срезания: 12 000 кгс.
[2].Макс. ход ножниц: 65 мм.
[3].Модель электрической лебедки:TV-0.50 Подъемный вес: 500 кг.
[4].Модель лопастного насоса:YB-25 Давление масла: 65 кг/см3.Количество масла: 25 л/мин.
[5].Двигатель:4 кВт, n=960 об/мин.
Примечания:Более современные и удобные автоматические пресс-ножницы и конвейер для слитков могут быть предоставлены вместо одноколейных гидравлических пресс-ножниц.Цена будет обсуждаться отдельно.
(3).Непрерывный прокатный стан1 комплект
[1].Главный двигатель:Z4-355-32, 250 кВт, (DC) 440В/180В (500 об/мин),с датчиком скорости.
[2].Скорость готовой прокатки: ≤6,2 м/с.
[3].Диаметр прутка: φ9,5 мм, φ12 мм или φ15 мм.
[4].Высота центра прокатки:902,5 мм.
[5].Прокатные стойки трехроликового станка: 11#, 13#, 15#.
[6].Номинальный диаметр ролика: φ255 мм.
[7].Передаточное отношение соседних прокатных клетей:1:1.25.
Питание прокатного стана осуществляется автоматически.Прокатные клети расположены сверху и снизу поочередно.Нечетные прокатные клети - нижние, а четные - верхние.Предохранительный штифт будет срезан срезной втулкой предохранительной муфты при перегрузке, в результате поломки во время прокатки, чтобы защитить передачу и вал от повреждения.
(4).Система эмульсионной смазки для прокатного стана
[1].Эмульсионный насос:Q=100м3/ч, H=50м, 22кВт, 2,900 об/мин 2 комплекта (1 комплект резервный).
[2].Фильтр:GLQ-100 2 комплекта (1 комплект в режиме ожидания).
[3].Пластинчатый теплообменник типа S.S: 40 м2 1 комплект.
Через центробежный насос, фильтр и теплообменник эмульсия поступает в водяной дивергентный канал, установленный на коробке передач, и по шлангу смазывает и охлаждает шестерни, ролики и входную/выходную направляющую каждой прокатной клети.В конечном итоге эмульсия возвращается в эмульсионный бассейн через рефлюксный канал на основании.
(5).Система смазки для коробки передач
[1].Масляный насос: 2cy-18/3.6-1 5.5kW 960r/min 2 комплекта (1 комплект в режиме ожидания).
[2].Рабочее давление: 0.1-0.3MPa.
[3].Фильтр:GLQ-80 2 комплекта (1 комплект в режиме ожидания).
[4].Масляный бак:5 м3 1 комплект.
[5].Температура масла: ﹤45℃.
Теория работы: масло в масляном баке перекачивается шестеренчатым масляным насосом в масляный коллектор через фильтр и поступает через индикатор потока в распылитель с трех позиций для смазки шестерен и подшипников.Масло возвращается в масляный бак по трубе возврата масла из головки под коробкой передач.
(6).Безбатарейная ведущая труба 1 комплект
Наша компания разработала новый тип безмасляной ведущей трубы, оснащенной герметичной вертикальной моталкой.
Она имеет 5 основных преимуществ:
[1].Не нужно масло, нет дыма.
[2].Сломанный стержень может выйти автоматически без блокировки.
[3].Алюминиевый стержень не имеет царапин
[4].Сила деформации и сила освобождения моталки алюминиевого стержня может достичь лучшего состояния (для A2-A8 класса EC)
[5].Уменьшите соотношение твердости алюминиевого стержня снаружи и мягкости внутри.
(7).Вертикальная и герметичная моталка с 2 поворотными корзинами 1 комплект
Он содержит простую платформу и вертикальную лестницу для облегчения обслуживания.
[1].Редуктор: Мощность двигателя:4 кВт, 1,500 об/мин.
[2].Скорость вращения мотальной головки:15-90 об/мин.
[3].Размер: φ1,900×1,400 мм.
[4].Скорость перемещения тележки: 0,75 м/с.
[5].Мощность мобильного двигателя для тележки: 2.2kW.
Теория работы:Алюминиевые стержни выходят из прокатной клети со скоростью 6 м/с и попадают в ведущую трубу, а затем в смазочный ящик для смазки, чтобы уменьшить трение стенки алюминиевых стержней.Алюминиевые стержни около 300℃ проходят через головку моталки и сматываются в большую катушку на медленной скорости или маленькую катушку на высокой скорости.
(По сравнению с моталкой с двойной корзиной, затяжка моталки может сделать катушку лучше в хорошем порядке и упакованы.-Оснащен револьверным двигателем мощностью 2,2 кВт и специальным коромыслом)
(8).Устройство управления электрооборудованием1 комплект
Электропитание электрической системы: трехфазная четырехпроводная система, 380В, 50Гц.
Общая мощность оборудования: около 350 кВт (без учета печи для плавки алюминия)
( необходимо подтвердить состояние питания потребителей).
[1].Система управления электрической передачей
Система управления электропередачей состоит из шкафа управления прокатного стана, пульта управления разливочной машины, главного пульта управления, пульта управления моталки и электрощита гидроножниц.
[2].Основное электрическое оборудование
Губернатор постоянного тока Siemens:6RA2818-6DS21+800A силовой агрегат 1 комплект
Однофазный аналоговый регулятор постоянного тока:
Eurotherm или Siemens MM440 2 комплекта.
Регулятор скорости с частотным преобразованием.
Сенсорный экран E-view человек-машина:MT510T 10.4″ цветной 1 комплект.
Контроллер Siemens-PLC:Серия S7-200XP 1 комплект.
[3].Описание управления электропередачей
Связь осуществляется между сенсорным экраном "человек-машина" (10,4″ цветной) и RS485.Контроль и управление системой осуществляется с помощью ПЛК DC губернатор.Прокатный стан управляется и контролируется ПЛК с помощью ввода/вывода и аналоговых сигналов.
Скорость двигателя прокатного стана регулируется кнопкой "Повысить/Понизить" на человеко-машинном интерфейсе (электрический потенциометр ПЛК).
Скорость литья и намотки контролируется аналоговым потенциометром.
Пуск/остановка каждой машины, скорость каждой машины (отдельной машины/интегрированной), рабочее состояние и сигнализация каждого регулятора, а также вспомогательное и рабочее состояние системы могут контролироваться и управляться электрической системой управления.Ток и скорость прокатного стана отображаются на интерфейсе "человек-машина".
Применение электрической системы управления делает алюминиевую катанку более аккуратной и компактной.
[4].
| Размеры электрического устройства управления | (Д×Ш×Г мм) |
| Шкаф управления | 1,000×800×1,800 |
| Пульт управления литейной машиной | 1,000×620×1,000 |
| Главный рабочий стол | 500×400×900 |
| Операционный стол для моталки | 600×620×1,000 |
| Электрический щит для масла | 500×200×200 |
| Гидравлический комбайн |
[5].
| Технические данные по электрике | |
| Электрическая документация | Количество |
| Чертежи электроустановок | 1 комплект |
| Принципиальные электрические чертежи | 1 |
| Схема электрической проводки | 1 |
| Паспорт для электропроводки | 1 |
| Руководство по применению электрооборудования | 1 книга |
| Руководство по эксплуатации регулятора постоянного тока Siemens 6RA28 | 1 |
| Регулятор скорости Siemens MM с частотным преобразованием | 1 |
6.Подготовлено покупателем
(1).Части печи:
[1].Все строительные работы: включая фундамент печи, рабочую площадку перед началом печи, предварительно установленные детали и т.д.
[2].Все оборудование после устья для выхода воды.
[3].Все клапаны трубок подачи топлива (включая конструкцию) перед горелкой.
[4].Все материалы для стальной конструкции верхней части печи (поставщик конструирует).
[5].Материал и эксплуатация печи (поставщик предлагает техническое руководство).
[6].Вся проводная схема и конструкция, за исключением шкафа управления (включая соединительный провод и кабель между шкафом управления и оборудованием).
[7]..Подъемное оборудование и инструмент на месте.
[8].Газоотвод и система очистки газа после сбора газовой вытяжки - ответ пользователя.
[9].Погрузка и разгрузка на объекте пользователя (включая расходы) осуществляется пользователем.
[10].Помощь в строительстве, услуги передвижного крана, небольшой склад и хранение материалов и т.д.
[11].Все визы, авиабилеты и проживание для работников поставщика оплачивает пользователь.
(2).Линия непрерывной разливки и прокатки алюминиевых стержней
[1].Все строительные работы, включая цех и его фундамент, бассейн охлаждающей воды, бассейн эмульсии и т.д., цех с высотой подъема ≥8м, шириной >18м и длиной >72м и две электрические тали грузоподъемностью 3~5т в цехе должны быть выполнены заказчиком.
[2].Должен быть проведен инструктаж по установке оборудования, трубопроводов, клапанов, фланцев, кабелей между оборудованием и электрической системой управления насосом охлаждающей воды.Продавец несет ответственность за ввод в эксплуатацию.
[3].Система охлаждающей воды
Градирня из армированного стекловолокном пластика производительностью 100 м3/ч для подачи воды в литейную машину и охлаждения эмульсионного теплообменника пластинчатого типа 2 шт. (1 резервный).
Насос охлаждающей воды
a.Подача воды в литейную машину:IS100-65-250 2 шт (1 резервный).
Расход: 100 м3/ч H: 80m 37KW 2900rpm.
b.Литейная машина для откачки воды:IS100-65-200 2 шт. (1 резервный).
Расход: 100 м3/ч H: 50м 22KW 2900 об/мин.
c.Охлаждающая эмульсия (теплообменник пластинчатого типа):IS100-65-200
2 шт. (1 резервный).
Расход: 100 м3/ч H: 50м 22KW 2900 об/мин.
(3).Сжатый воздух, кислород, моторное масло №32, эмульсия, стальная лента и т.д.
(4).Природный газ.
(5).Тележка для лома алюминиевого прутка.
(6).Вилочный подъемник грузоподъемностью 3 или 5 тонн.
(7).Контрольное оборудование.
(8).Инструменты для самостоятельной работы и т.д.
| [1] | Электрический сварочный аппарат | 2 шт. |
| [2] | Электрический углошлифовальный станок: φ100 | 1 комплект |
| В комплекте несколько шлифовальных кругов | ||
| [3] | Газовый резак | 1 комплект |
| Режущие насадки | 2 ящика | |
| [4] | Молоток: | 2 шт. |
| Большой молоток: | 1pc | |
| [5] | Пресс-форма электрическая шлифовальная машина: φ8 | 1 |
| Фреза: | 5 | |
| Тряпичный диск: φ60 | 10 | |
| [6] | Разводной ключ: 200×24 и 375×46 | 2 |
| Клюшковый ключ:GB/T4388-1995 | 1 набор (6 шт.) | |
| Торцевой ключ:6.3~63 | 1 набор | |
| Внутренний шестигранник: 5~22 | 2 | |
| [7] | Рулетка 50м: | 1 штука |
| Рулетка 5 м: | 2 | |
| [8] | Шило: | |
| Рыбная проволока: | 100m | |
| Тонкая стальная проволока: φ1~1.2 | 200m | |
| [9] | Прямой угол 90°:315×200 | 1 |
| Стальная линейка 1м: | 1 | |
| Стальная линейка 300 мм: | 1 | |
| Щуп 200 мм (JB/T7979-95): | 1 | |
| Железная линейка уровня 400 мм: | 1 | |
| [10] | Наклонная площадка: | 100 шт. |
| Стальная пластина 10 мм: | 7m2 | |
| [11] | Расширитель медной трубки: | 1 |
| Приспособление для ножовки:КБ 1108-91 | ||
| [12] | Тиски 100×10: QB/T1558.2-92 | 1 |
| [13] | Треугольный напильник со средними зубьями (200): | 2 |
| Круглый напильник со средними зубьями (200): | 2 | |
| [14] | Портативный расширитель трубной резьбы тип Q74-1 | 1 комплект |
| (GB 12110-89): | ||
| [15] | Труборез типа 2: | 1 штука |
| Тиски типа 1 (QB/T2211-996): | 1 | |
| [16] | Отметьте центральную линию качения при изготовлении фундамента, чтобы облегчить монтаж оборудования. |



связаться с нами
Сопутствующие популярные продукты

Станок холодной прокатки металла
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

Станок для прокатки
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

3000T Литьевая машина для медной ленты
No.Вещь:параметр 1 Модель:TPSYJ250*10*6-I32 Годовая мощность:3000mt3 Суммарная мощность:250KW4 Структу рапечи:трехкорпусная печь (2 плавильные печи,1 выдержка…
Линия непрерывное литье алюминия и прокатки 2
Медь, алюминий непрерывного литья и прокатки Устройство применяется для производства 8 мм медного...

Линия непрерывное литье и прокатки
Медь, алюминий непрерывного литья и прокатки Устройство применяется для производства 8 мм медного...

CCR
Медь, алюминий непрерывного литья и прокатки Устройство применяется для производства 8 мм медного...

Верхняя литейная машина для медной прутки
Основные параметры верхняя литейная машина для медного стержня No. Название Данные 1 Модель ...

Станок холодной прокатки металла
Станок для прокатки алюминиевого сплава Устройство используется для сплава холодного проката, так...

Мельница для восстановления металла
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

Верхняя литейная машина для медного стержня
Основные параметры верхняя литейная машина для медного стержня No. Название Данные 1 Модель ...

Станок для холодной прокатки
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

Станок для прокатки
Станок для прокатки алюминиевого сплава Устройство используется для сплава холодного проката, так...

Машина для производства медных стержней
Основные параметры верхняя литейная машина для медного стержня No. Название Данные 1 Модель ...

Литьевая машина для медной ленты
No.Вещь:параметр 1 Модель:TPSYJ250*10*6-I32 Годовая мощность:3000mt3 Суммарная мощность:250KW4 Структу рапечи:трехкорпусная печь (2)плавильные печи,1 выдержка…

Станок холодной прокатки медных стержней
Станок для холодной прокатки меди Устройство используется для холодной прокатки медного стержня. ...

Аксессуары станки для непрерывного литья
Аксессуар: Поплавки, изоляционные кирпичи, рулоны, водяные рубашки, каменные мембраны, листы сили...